脫模劑是為了減少或防止 兩種材料表面黏著的固體或液體薄膜,它是塑料成型加工中不可少的材料。在環氧樹脂的澆鑄,模壓,層壓加工中更為重要,因為環氧樹脂對多種金屬非金屬材料有很強...
脫模劑是為了減少或防止
兩種材料表面黏著的固體或液體薄膜,它是塑料成型加工中不可少的材料。在環氧樹脂的澆鑄,模壓,層壓加工中更為重要,因為環氧樹脂對多種金屬非金屬材料有很強的粘接性。特別是反應注射型時會產生兩種摩擦力。一種是環氧樹脂分子間的內摩擦力。另一種是環氧樹脂及填料與加工模具表面的外摩擦力。這些都使制品表面粗糙,缺少光澤;嚴重會形成制品表面皺紋和模具粘連。因此必須在模具表面形成一層光滑,致密的薄膜將環氧制品和模具隔離開來。
脫模劑的分類
對于脫模劑的要求主要有:有一定的熱穩定性,不腐蝕模具,具有化學惰性,不與環氧樹脂中的組分反應,不殘留分解物,不影響制品色澤和后加工性(如上漆,打印等)、清洗性好(易洗去附著在模具上的脫模劑)易成型,脫模性優良,不污染環境。
(1)
按用途分類。可分為內脫模劑和外脫模劑。外脫模劑直接涂覆于模具上;內脫模劑加入到環氧組分中,一方面起到內潤滑作用減少流體阻力。另一方面加工時內脫模劑溢出到制品表面起到脫模作用。
(2)
按狀態分類。有液體和固體。其中以液體為主,辦固體以蠟狀物為主。
(3)
按使用壽命分類。有一次性,半永久性,永久性三種。由于現代工業,要求高效率生產,且產品設計或更新周期加快,因此,內脫模劑和半永久性脫模劑得到普遍重視。發展也較快,永久性脫模劑主要用硅橡膠,有機氟塑料直接制成模具,成本高,較少使用。
(4)
按化學結構分類
脫模機理
脫模劑效果的好壞和各種因素有關,例如制品的外形特征、模具的光潔度、環氧樹脂的固化程度。但就脫模本身效果而言,自身的表面張力是關鍵,表面張力過大容易污染模具,脫模效果差,表5-9幾種材料的表面張力。

從表5-9來看,這幾種材料中只有三甲基硅油和聚四氟乙烯適宜于作為環氧樹脂的脫模劑,聚乙烯雖然和環氧樹脂不能粘接,但表面張力明顯高于前二者,脫模效果差。
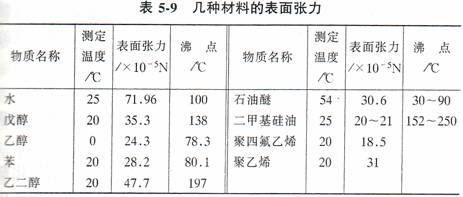
圖5-6所示,可作脫模劑者還須由B能容易地分離成B1、B2。而分離的難易由分子間力的大小所決定,通過脫模劑的沸點、黏度、蒸發熱等來判斷。有機硅的這些數值都較相同分子量的烴類小,所以有機硅的分子間力比較小,適合用作脫模劑。其次是希望B在分離成B1和B2時的分離比B1/B2要小,為能有較多的脫模劑黏附在模具上而不是制品上,故B1/B2是決定脫模劑耐久性的因素。B1/B2比值的大小一般受黏度影響,脫模機黏度越高,B1/B2比值就越小,脫模機的脫模效果也越好,涂一次脫模劑可以脫模次數越多。
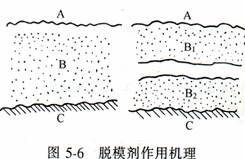
若把制品A放大,可看出其表面也有無數細孔,脫模劑在它表面也會發生滲透現象。滲透越深脫模劑往制品上的遷移率越高,即B1/B2值越大。然而脫模劑的黏度大,流布到制品表面空隙的阻力變大,則就越不易浸透,所以B1/B2比值就越小。高黏度硅油既有良好的涂布性,黏度隨溫度裱畫又笑,因此是優良的脫模劑。
有機硅系脫模劑
(1)硅油
最有代表性的是聚二甲基硅氧烷,也就是二甲基硅油。常用的黏度范圍是0.100-1Pa.s.
黏度較高的硅油可以溶在有機溶劑中使用,也可以用乳化劑把它分散在水中制成乳化液使用。但在模溫較低時不宜使用乳化液,因水分不易蒸發,會影響使用效果。
把硅油和填料摻和一起做成膏狀物,可以在垂直面上涂布。這種方法適用于模具不太復雜的壓力鑄造。
把黏度大于3Pa.s的高黏度硅油和F113或石油醚混合裝罐制成噴霧脫模劑,不僅使用方便而且脫模效果好。
(2)硅橡膠
它有兩種用法。一種用法是把硅橡膠榮譽有機溶劑,然后涂在模上,溶劑揮發后即形成一層硅橡膠薄膜,這層膜可以硫化,也可不硫化,不硫化的膜實際上是一層黏度極高的硅油膜,這種膜的脫模效果很好,還可以重復涂布。另一種用室溫硫化硅橡膠后可以制成模具,澆鑄環氧樹脂具有永久性脫模效果,而且有極強的仿真型。
(3)硅脂
它是由硅油和氣相二氧化硅經混煉加工而成的膏狀物質,有很大的觸變性,可以直接在模具上揭涂,達到脫模的效果。
(4)硅乳化劑
#284等硅乳化劑是水包油型乳劑,中等黏度,有機硅油含量約40%,還含有聚乙烯醇,使用前加入40℃以下的水稀釋。模具越熱島60-80℃,然后把稀釋后的硅乳化劑用噴涂方法噴到模具上,再在140℃烘烤2H。
有機氟系脫模劑
氟塑料具有優異的耐高、低溫性能,大多數品級連續使用溫度在150℃以上,有些品種可達260℃,耐化學腐蝕性好。由于表面臨界張力小,潤滑性好,表面有不易黏附的特性,因此是制成脫模劑的理想材料。直接使用濃縮分散液制成的涂料作為脫模劑雖然效果很好,有長期的使用壽命,但是處理手續較復雜。需噴涂在金屬模具表面先于90℃左右烘干約15min,再在380℃燒結15-30min后取出急冷淬火。或者將PTFE粉末通入等離子焰流中,在高溫作用下,迅速塑化而成致密涂料。
商品名為Mold
WIZ的脫模劑是以有機酸酯衍生物和氟碳烴化合物為主要成分,它分成涂在模具的外脫模劑和可摻混于樹脂中的內脫模劑兩大類。
外用脫模劑能在模具表面形成附著力很強的薄膜,此膜難以向成型制品遷移,因此可以多次脫模。模具不易玷污清理次數少,對制品二次加工無影響,與硅油,脂蠟類脫模劑相比成型的制品表面狀況更好。
使用環氧樹脂制品脫模的品種是溶液型的,有AZNF-57、IMRI-25,LMP-320等。
為了充分發揮Mold
WIZ的脫模效果。應注意下列幾項操作。
①
預先用溶液仔細洗凈模具表面的油脂以及以前所用的脫模劑。
②
如果模具有表面不光潔之處,用不平劑Melax添加20%的Mold
WIZ將其仔細修平,在充分干燥后再涂覆Mold WIZ的薄層多次為好,充分干燥后再使用。
內脫模劑
環氧樹脂的內脫模劑都是一輔助脫模為主,一方面提高脫模效果;另一方面是作為內部潤滑劑減少流體的阻力,提高注射或模壓料在模腔中的充實程度,從而提高制品的內在和外觀質量。
作為環氧樹脂的內脫模劑有兩大類:一類是硬脂酸金屬鹽類;一類是脂蠟類。它們在室溫下和環氧樹脂相容性不大,而在高溫下相容性增大,摻入到樹脂中,待加工完成后大部分溢出在制品的表面。提高了脫模性及制品表面的光潔度。幾種硬脂酸鹽類的潤滑性變表5-10。
脂蠟是含有C24以上的高級脂肪酸和含有C26和C32高級脂肪醇的脂類。主要成分為褐煤蠟、巴西蠟、棕櫚蠟和石蠟等,在這類蠟中含有1-2個極性基。又含有兩個非極性的長鏈烷基,所以具有內部潤滑和外部潤滑雙重作用。幾種脂蠟的技術指標見表5-11。
